
激光锡焊已经在国内应用了很多年,最早的方案是在大功率激光熔深焊接上升级的原始方案,即直接半导体激光器和焊接头(激光器准直加聚焦光学系统),然后在焊接头旁再加一个CCD相机用于观察和定位,替代传统的自动化烙铁焊。传统的烙铁焊接痛点,烙铁头是易耗品,高端的烙铁头只能焊接20000个点就必须要更换。在更换烙铁头后需要矫正CCD定位,这里需要浪费很多时间。如果更换成激光焊接,非接触加工,无设备上部件的损耗。
激光锡焊是以激光为热源加热焊盘,融化锡丝或者锡膏从而完成焊锡的激光焊接技术,激光锡焊的主要特点是利用激光的高能量实现局部或微小区域快速加热完成锡焊的过程,相对于传统的热风枪锡焊和电烙铁锡焊,激光锡焊有以下几个方面的优点:
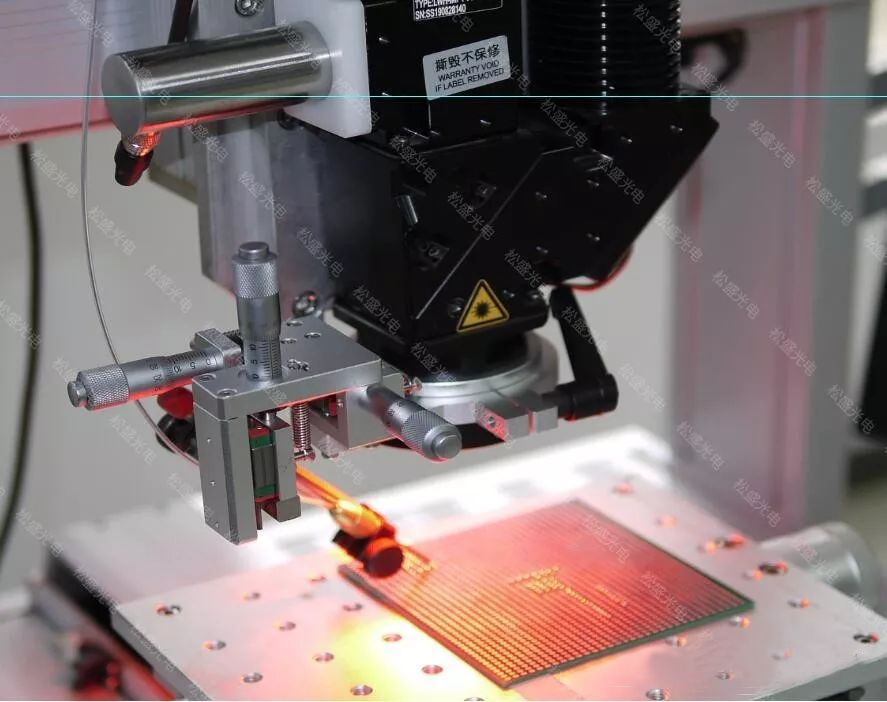
单聚焦焊接送丝系统
1.激光加工精度较高,光斑点径最小0.1mm,可实现微间距贴装器件,Chip部品的焊接。
2.短时间的局部加热,对基板与周边部件的热影响最少,可根据元器件引线的类型实施不同的加热规范获得一致的焊接质量。
3.无烙铁头的消耗,不需要更换加热器,实现高效率连续作业。
4.激光加工精度高,激光光斑可以达到微米级别,加工时间/功率程序控制,加工精度远高于传统烙铁。可以在1mm以下的空间进行焊接。
5.六种光路同轴,CCD定位 所见即所得,不需要反复矫正视觉定位。
6.非接触性加工,不存在接触焊接导致的应力,无静电。
7.激光为绿色能源,最洁净的加工方式,无耗品,维护简单,操作方便;
8.进行无铅焊接时,无焊点裂纹。
半导体激光作为热源时,利用的是光纤传输,因此可在常规方式不易施焊部位进行加工,灵活性好,聚焦性好,易于实现多工位装置的自动化等等优点。

激光进行送丝锡焊的工艺流程
焊接方式:用激光对锡焊部位进行照射------被照射的部分表面发热------使周围导热至熔锡温度------提供焊锡(锡膏是提前提供)。
这里从预热到焊接结束激光始终不与工件接触,使得工件表面更干净。很多细小工件烙铁头不能加工的激光锡焊都可以完成。
这种方案虽然满足的激光锡焊以上所述的几项优点,CCD定位观察+激光非接触锡焊解决了精准焊接的问题,上位机控制软件利用对激光器的功率控制也能实现产品的焊接过程中的热源输出,避免了激光功率瞬间过高导致的产品烧坏、击穿,这种方式的优点既造价低廉,满足粗糙的低端加工。但其缺点非常明显,往往一个产品的工艺测试需要从低功率到高功率分段测试,来找某个点功率对应加工件的合适焊接功率。这里面考验的就是激光器的稳定,但目前市场上激光器的不稳定导致经常有产品烧伤、击穿基板,为此设备厂商不仅仅疲于奔命售后,信誉的损失才是企业无法弥补的伤痛。
松盛光电在2013年就开始设计激光锡焊成套方案,最开始给客户配套上述方式的光学部分,由于上述方案的激光器存在重大隐患。而后公司开始给用户设计恒温激光器,并通过我公司自主研发设计的全封闭式五路光同轴的焊接头,对激光加工点温度实时检测,内部闭环控制,激光电源和恒温控制盒之间采用的PID算法,二者之间全闭环控制方式,温度采集范围从100℃到400℃之间,调节的响应在时间在:20us,避免人工整定的PID参数造成控制不良。可以在上位控制软件内建焊接模型,根据焊接模型进行控制优化,实现理想曲线锡焊。激光功率在线实时功率检测,让激光器功率输出达到稳定状态。最终实现锡焊在线焊接良率高、稳定性高,自适应性强。
手机/微信:13971100349
Mail:sale007@whlaser.cn
Copyright © 2024 Whlaser.cn.All rights reserved. 鄂ICP备16023374号  鄂公网安备42018502002217号
鄂公网安备42018502002217号
武汉松盛光电专注于振镜同轴视觉光路系统,光纤精密切割头,单聚焦恒温锡焊焊接头,
光斑可调节焊接头,方形光斑焊接头,塑料焊接等激光产品的生产销售及提供激光锡焊塑料焊应用解决方案。


